



 扫一扫
扫一扫
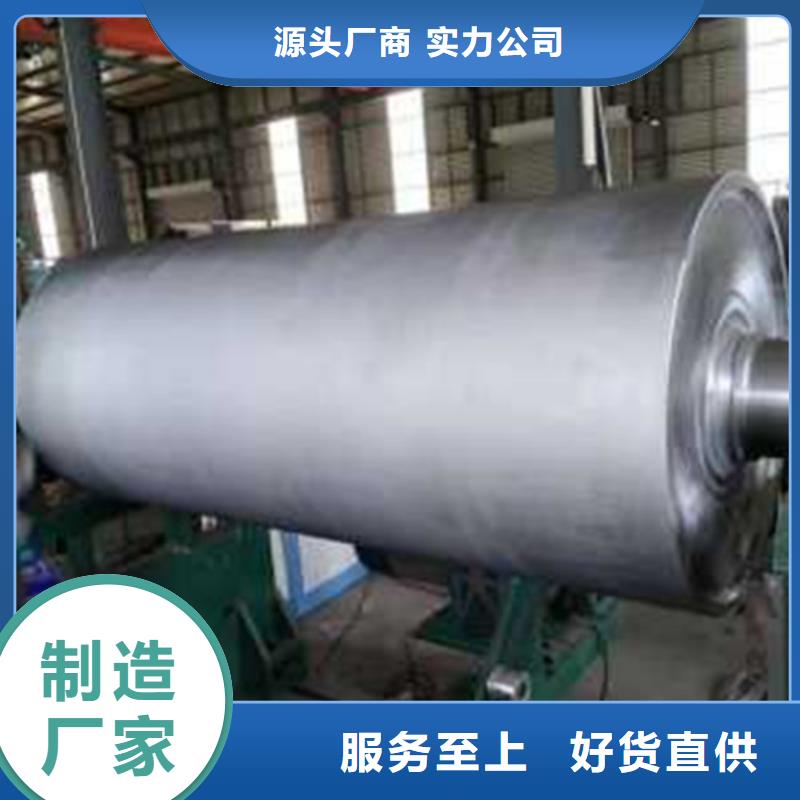
产品优势图


4)液态金属电渣熔接法(ESSLM)。1996年,乌克兰ELMET轧辊公司开发了液态金属电渣熔接法制造高速钢复合轧辊新工艺,它是在CPC法的基础上加上电渣净化的一种新的轧辊制造方法。用ESSLM法制造轧辊时,其外层是在特殊设计的导电水冷铜结晶器中凝固形成的,结晶器不仅使浇入的外层钢水凝固,同时也作为电渣过程中非自耗电极。复合过程开始时,先将作为高速钢轧辊芯部的芯轴插入结晶器中,并与其同轴。轴的外表面和结晶器的内
表面的间隙决定轧辊外层厚度。然后将在另外的熔化装置中熔化的渣液浇入结晶器和芯轴的间隙中,渣液形成渣池,它的热量将芯轴表面预热。然后再浇入外层高速钢水,可连续浇入,也可按预先设定的程序浇入。钢水将熔渣上浮,同时在通过渣池时被渣精炼。



8CrMoV钢属于冷轧辊钢,由于其具有优异的性能,成为轧钢厂轧钢机上的一种重要材料。随着钢铁生产的快速发展,8CrMoV轧辊钢的应用也越来越广泛,它可通过热处理改善其力学性能,但目前有关8CrMoV钢的回火热处理工艺研究的相关报道较少。为此,本工作对高温淬火态8CrMoV钢进行不同回火温度热处理,研究高温淬火态不同回火温度对其组织及性能的影响。
试验材料选用Φ30mm×100mm的8CrMoV钢棒材,其成分为(质量分数,%):C0.55,Si0.32,Mn0.65,P、S≤0.01,V0.226,Ni0.11,Cr1.09,Cu0.08。对8CrMoV钢首先进行800℃×1h高温加热,随后进行常温淬火(淬火介质选用具有较大冷却能力且淬火变形小、开裂性小的三硝水),淬火时间15min,之后在箱式电阻炉中进行不同温度(450、500、550和600℃)保温2h的回火处理。

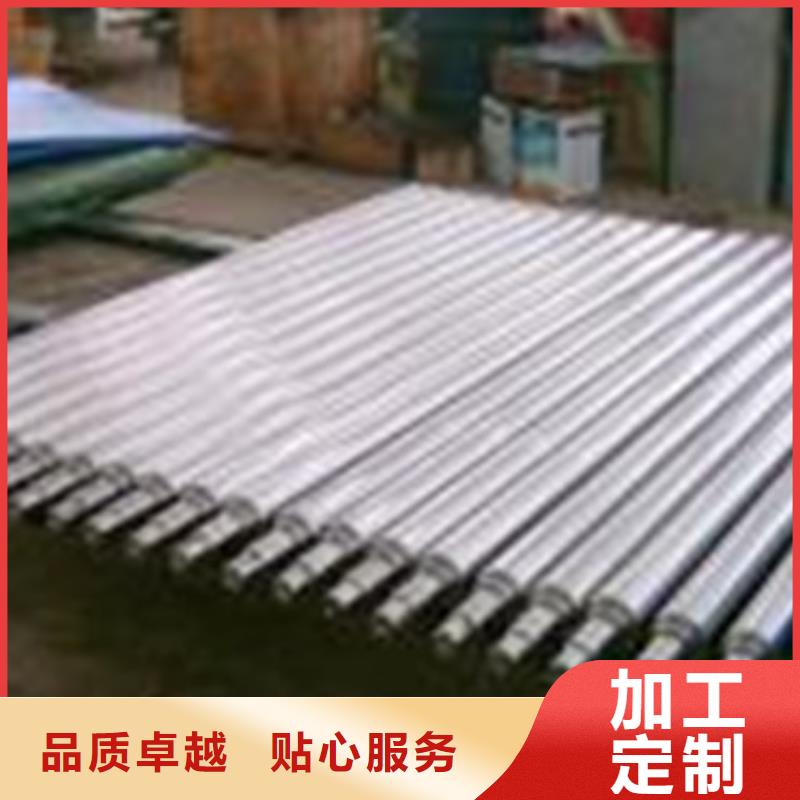
产品案例

公司实力

1)碳化物硬度高。以往使用的轧辊,其基体上分布的多为Fe3C型或M7C3型共晶碳化物,组织粗大,硬度较低。高速钢轧辊一般采用高C、高V型高速钢,另外还含有较多的Cr、Mo、W、Nb和Co等合金元素,在凝固和热处理过程中,这些合金元素形成了一次和二次碳化物。高铬铸铁轧辊碳化物是M7C3(2500 Hv)和M23C6(1600 Hv)。无限冷硬铸铁轧辊中,碳化物是Fe3C(l300 Hv)。而高速钢轧辊主要含有MC(3000 Hv)、M7C3(2500 Hv)和M6C(2000 Hv),它能替代一般轧辊,从而提高耐磨性。另外,随着V含量增加,高速钢组织中骨骼状的M6C型碳化物向粒状的VC型转化。
2)热稳定性好。高速钢轧辊中含有较多的W、Cr、Mo、V和Nb等元素,具有较好的热稳定性,研究发现,普通轧辊材质的硬度随温度升高而明显下降,而高速钢轧辊在600℃仍保持有500 Hv,这必将大大提高轧辊的耐磨性。特别是当添加分布于基体组织的Co元素时,这种倾向更加明显。

新物通物资有限公司产品根据“国标”制造,高质量的 齿轮钢厂家、注浆管生产厂家、异型钢管加工厂、304不锈钢管、产品是企业发展的根本,在严把质量关的同时, 齿轮钢厂家、注浆管生产厂家、异型钢管加工厂、304不锈钢管、产品的每个部件都选自国内标准企业,还可根据客户要求用进口部件,只有不断提高 齿轮钢厂家、注浆管生产厂家、异型钢管加工厂、304不锈钢管、产品质量,才能满足客户日趋严格的质量要求,公司的发展源于自身对产品质量严格要求。在严格自身质量管理的同时,关健部件采用高品质进口产品。公司视 齿轮钢厂家、注浆管生产厂家、异型钢管加工厂、304不锈钢管、产品质量为企业生命,十分注重产品的不断开发和更新,强化质量保证体系,加强质量检测和监控。

技术支持:81940.com